PCBs/Leiterplatten selbst herstellen - CNC 3018
Zubehör für die CNC3018
Für die Herstellung von Leiterplatten mit dem Isolationsfräsverfahren auf dieser CNC Maschine sind viele Punkte unbedingt zu beachten um ein akzeptables Ergebnis zu erziehlen. Neben der mm-Kalibrierung und einer möglichst genauen Ebenheit der X-Y Achsen zum Frästisch hilft auch das von mir selbst konstruierte Zubehör bei der Herstellung einer Leiterplatte.
- LP-Fixierung
- Staub-Absaugung
- LED-Beleuchtung
Alle hier vorgestellten Teile sind aus PLA Kunststoff und für einen 3D -Drucker konstruiert. Hier stelle ich die STL-Dateien für diese Teile zum Download zur Verfügung.
Leiterplatten Fixierung
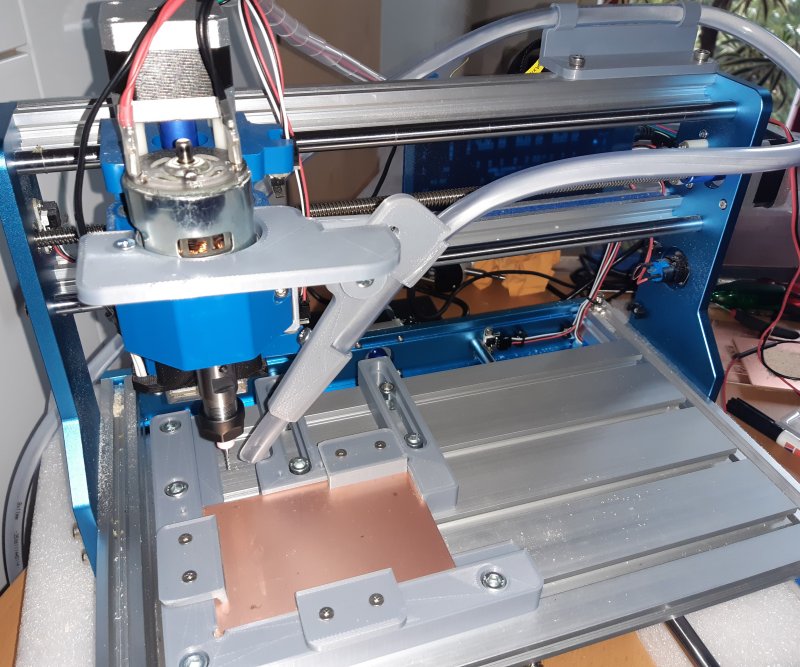
Die Fixierung einer Leiterplatte (LP) auf dem Frästisch muss unbedingt die Ebenheit < 0,1mm zur X+Y-Achse gewährleisten, gleichzeitig Unebenheiten der LP selbst ausgleichen und die LP sollte, zum Bohren und Umrissfräsen, min. 5 mm hohl liegen.Ich habe hierfür 2 Teile konstruiert, das Haupt-L-Teil und ein kleineres U-Teil. In diesen beiden Auflagen wird die LP fixiert. Niederhalter sichern die LP zusätzlich.
Zur Info:
Eine andere Variante zur Befestigung der LP ist die Verwendung einer Opfer-(Holz) Platte als Unterlage. Diese muss vorher plan gefräst werden. Die LP wird dann aufgeklebt oder an den Rändern der LP aufgespannt. Ich habe es versucht - aber aus meiner Sicht ist das nicht sehr praktikabel. Man bohrt und fräst im Holz mit noch mehr Staub und muss trotzdem das HighMapping anwenden.
Die LP-Fixierung kann an fast jede Grösse der LP angepasst werden. Die LP wird, in die auf dem Frästisch mit Nutensteine fest geschraubte Haupt-L-Vorrichtung, aufgespannt und mit der beweglichen Zusatz-U-Vorrichtung fixiert. Die Niederhalter drücken die LP fest in die Vorrichtung. Ausserdem ist es so möglich die Ebenheit der X+Y-Achse durch Unterlegung von Papierstreifen (ca. 0,1 mm) nachzujustieren. Die LP verliert jedoch durch die Randauflage ca. 10mm an nutzbarer Länge und Breite d.h. die LP muss jeweils 10mm in X- und Y Richtung grösser sein. Ein Höhenmapping (mit Candle) ist auch bei einer gute eingestellten X+Y-Ebenheit trotzdem notwendig.
Frässtaub absaugen
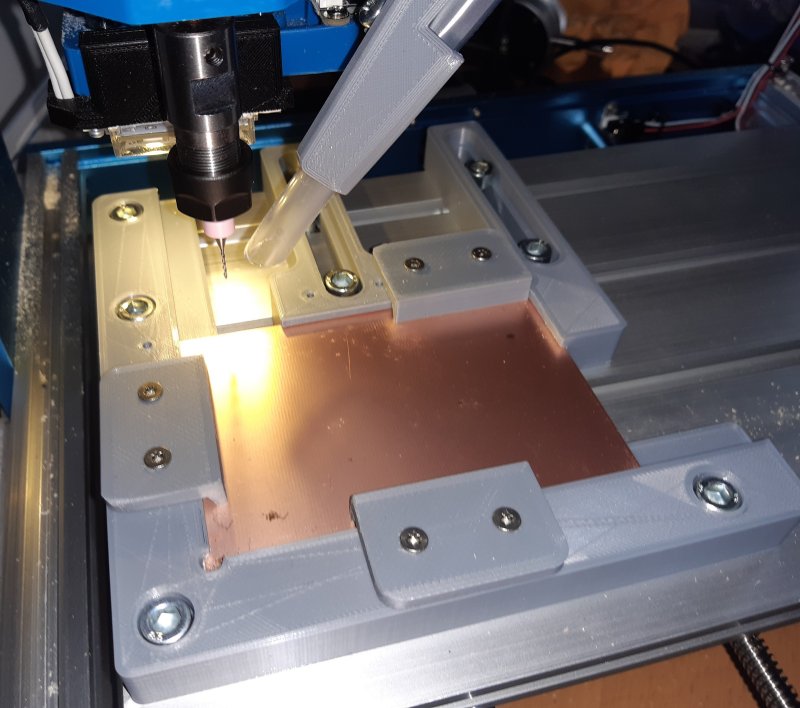
Das Isolations-Fräsen mit einem Stichel, das Bohren und das Ausfräsen der LP-Kontur erzeugt sehr viele Staub der auf der LP und der Maschine liegen bleibt. Es ist also sinnvoll diesen Staub möglichst sofort abzusaugen. Eine Vorrichtung die einen Saugschlauch mit 10mm Aussen-Durchmesser möglichst nahe an die LP bringt wird durch meine Absaugvorrichtung möglich. Insgesamt besteht die Saugschlauch-Halterung aus 3 Teilen: 1.die Schlauch-Halterung oben auf der Fräse. Diese wird mit 2 Nutensteine fixiert. 2.die Halterung direkt an der Spindelmotor-Befestigung und 3. die bewegliche Halterung zur Führung des Saugschlauches bis zur LP. Die Halterung wird an der Z-Achse/Spindelmotor mit einer Schraube befestigt.
Die Schlauchführung zur LP ist beweglich und lässt sich sehr nahe an die LP justieren. Der verwendete Staubsauger kann selbst gewählt werden. Ich schalte mit einer Zusatzelektronik den Staubsauger über ein 24 V Relais mit dem Ein- bzw. Ausschalten der Frässpindel (24V Ein-AUS) ein bzw. aus.
Frästisch-Beleuchtung
Auch die Halterung für eine LED-Beleuchtung unterhalb der Z-Achse ist mit dem 3 D-Drucker hergestellt und wird einfach mittels Rastung und Doppelklebeband angebracht. Die LED-Beleuchtung besteht aus einem vergossenen LED-Modul mit 2 LEDs (je ca. 200 Lumen) und hat eine eigene 12V Spannnungsversorgung.
 ... weiter zum PCBs fräsen - Herstellung einer Leiterplatte
... weiter zum PCBs fräsen - Herstellung einer Leiterplatte
Quelle: www.sainsmart.com/products/sainsmart-genmitsu-cnc-router-3018-prover-kit